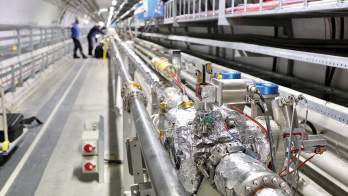
Le dernier quadripôle principal pour le LHC a été livré au CERN. La fabrication de ces aimants complexes, dans le cadre de la contribution exceptionnelle de la France au LHC, est le fruit d’une collaboration entre le CERN et le CEA-Saclay, et d’un transfert de technologie dans l’industrie.
Mi-novembre 2006, la 392 e et dernière masse froide d’un quadripôle principal du LHC était livrée au CERN. L’arrivée de cet aimant destiné à focaliser les faisceaux du LHC concluait une collaboration de 17 ans entre le CERN, le CEA-Saclay et l’industrie européenne.

La conception, les essais et la fabrication des aimants quadripôles du LHC ont été réalisés dans le cadre de la contribution exceptionnelle de la France au LHC. En 1996, le CERN, le CEA et le CNRS signaient un protocole d’accord pour le futur grand accélérateur en présence du Ministre Français de l’Education nationale et du Secrétaire d’Etat à la recherche. Au terme de cet accord, le département Dapnia du CEA-Saclay réalisait l’étude, la fabrication de trois prototypes, le lancement de la production dans l’industrie et le suivi de la fabrication des masses froides des sections droites courtes. Le CNRS prenait en charge l’étude des cryostats et de l’assemblage des sections droites courtes (p27).
En réalité, l’accord venait formaliser une collaboration entamée à la fin des années 80, reposant sur le savoir faire du CEA éprouvé avec la fabrication des quadripôles supraconducteurs de la machine HERA de DESY à Hambourg. À partir de 1989, deux prototypes de quadripôles avaient été conçus par le CEA-Saclay, dont l’un avait été testé au sein de sa section droite courte dans la première chaîne de test du LHC dès 1994. La signature de l’accord de collaboration donnait toutefois un nouvel élan à la collaboration. Le CEA et le CNRS s’engageaient sur une importante contribution en ressources humaines: 200 hommes-an étaient dévolus à quatre domaines techniques spécialisés, dont 75 hommes-an du CEA pour les masses froides des quadripôles. A la fin de la collaboration, la contribution du CEA-Saclay pour les quadripôles se sera en réalité élevée à 92,5 hommes-an.

Fin 1996, les paramètres des aimants quadripôles étaient définis. Une particularité de ces aimants tient à leur grande variété. Les 360 masses froides des arcs comptent 40 variantes et les 32 unités destinées aux régions de suppression de dispersion comptent 16 variantes. Cette diversité est due aux multiples combinaisons d’aimants correcteurs montés aux deux extrémités des quadripôles, à l’intérieur des masses froides. De surcroît, les quadripôles peuvent avoir une fonction focalisante ou défocalisante. Enfin, les interfaces vers le cryostat et vers la ligne d’alimentation en hélium liquide diffèrent également.
Cette complexité et les évolutions de la machine dans son ensemble expliquent que l’appel d’offre dans l’industrie n’ait été lancé que trois ans plus tard, fin 1999. A son terme, l’entreprise allemande ACCEL Instruments s’est vue attribuer la construction des aimants quadripôles et leur assemblage dans leur masse froide. Pour accueillir cette production, ACCEL a spécialement transformé deux immenses halls industriels désertés, à Troisdorf près de Bonn. Une fosse de huit mètres de profondeur a été creusée et aménagée afin d’assurer l’assemblage des masses froides à la verticale.

L’outillage et les procédures de fabrication avaient été développés pendant la première phase de la collaboration. Pour préparer la fabrication en série dans l’industrie, le CEA-Saclay avait en effet écrit les spécifications pour les outillages de bobinage, de frettage des ouvertures et d’assemblage des culasses ainsi que pour le montage des composants dans leur masse froide. Des méthodes de vérification avaient été développées avec le CERN. Dès avril 2001, le CEA-Saclay débutait le transfert de la technologie et de l’outillage développés pour les cinq premières masses froides.
La production d’une masse froide consiste à bobiner quatre bobines supraconductrices, puis à les fretter dans des colliers en inox qui doivent résister aux forces électromagnétiques. Les performances de l’aimant dépendent de la précision et de la qualité du bobinage et du frettage. Le bobinage doit être réalisé avec une précision de l’ordre de la vingtaine de micromètres pour le positionnement du conducteur sur une longueur de 3,2 mètres. Deux ouvertures frettées sont montées dans une culasse commune constituée de tôles poinçonnées en acier à faible teneur en carbone. Afin d’augmenter sa capacité de production, ACCEL s’est équipé d’outillages supplémentaires. L’étape la plus délicate était d’obtenir des bobines régulières avec ces nouveaux outillages. Le transfert de savoir-faire et le suivi de la production impliquaient une présence régulière des experts du CEA dans l’entreprise. Deux techniciens du CEA-Saclay ont assuré le transfert de technologie chez ACCEL. De même, le démarrage de la fabrication a été suivi par deux techniciens en permanence et un ingénieur du CEA-Saclay une semaine sur deux.

Les aimants et les masses froides ont été soumis à des mesures électriques et mécaniques après chaque étape de fabrication. Avant la livraison, des tests de pression et d’étanchéité ont été exécutés avec un équipement spécifique. Un système de gestion des non-conformités constituait un outil important du suivi de fabrication. Néanmoins, le délai de plusieurs semaines entre la fabrication et le test d’un aimant à froid au CERN rendaient les corrections d’erreurs difficiles. Pendant ce laps de temps, de nombreuses masses froides étaient fabriquées. Toute déviation devait donc être connue le plus tôt possible pour être corrigée.
Mi-2002, le premier aimant quadripôle sortait de l’usine. Testé au CERN, il démontrait d’excellentes performances. Alors que le courant nominal requis est de 11,870 ampères, la première transition résistive (quench) survenait à 12,631 ampères. Ce premier essai confirmait la fiabilité de la conception et autorisait la poursuite de la fabrication de série.
La production de composants aussi complexes n’a pas été pour autant sans mal. La montée en cadence a en partie été retardée par des délais de livraison des composants fournis par le CERN et ses contractants. Une grande partie de ces composants – le câble supraconducteur, le métal des colliers et des culasses, les aimants correcteurs, les bus-bars et les diodes – étaient en effet fabriqués par d’autres firmes et laboratoires et ont subi des aléas de qualité et de délais. Alors que la fabrication était à mi-parcours, les tests ont fait apparaître des valeurs de perméabilité magnétique trop élevées de l’acier austénitique pour environ 10% des colliers de frettage. La décision de choisir astucieusement la position dans la machine des aimants incriminés, afin que les effets parasites s’annulent, a permis de limiter le retard. Le fournisseur de l’acier a amélioré la qualité des tôles pour les lots de colliers suivants.
Au plus fort de la production, quatre masses froides étaient produites chaque semaine. En décembre 2004, la livraison de la 100 e masse froide était célébrée. En novembre 2006, 10 ans après la signature de l’accord de la collaboration CERN–CEA, et six ans après celle du contrat avec ACCEL, la production des masses froides des quadripôles principaux du LHC était terminée.
L’étroite collaboration entre le CEA-Saclay et le CERN a été le moteur de ce succès. Les deux laboratoires ont combiné leur expertise et savoir-faire dans un esprit de confiance mutuelle et en respectant des procédures de contrôle de la qualité bien élaborées. Les difficultés techniques ont ainsi pu être surmontées et la technologie innovante de fabrication a pu être transférée à une entreprise industrielle qui s’est montrée volontaire et tout à fait capable d’exécuter cette fabrication complexe.