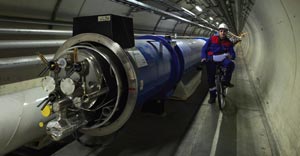
The world’s largest superconducting solenoid magnet, built for the CMS experiment at the Large Hadron Collider (LHC), reached full field on 28 August. In addition, elements of the detector already in place within the magnet have been successfully recording the tracks of cosmic rays as part of the magnet test and cosmic challenge (MTCC).
The CMS magnet is a marvel of modern technology. Weighing in at more than 10,000 tonnes, the magnet is built around a 6 m diameter, 13 m long superconducting coil that generates a field of 4 T and stores 2.5 GJ of energy. When it was designed in the early 1990s, it was beyond the state-of-the-art. What makes it remarkable is not just its high magnetic field, but also the fact that the field is maintained with high uniformity over such a large volume. New techniques have had to be developed, allowing the solenoid coil to be more compact than 1990s technology could have achieved.
Construction of the magnet was approved in 1996, and began in earnest in 1998. By 2002, fabrication of the superconducting wire was complete. Winding the cable for the solenoid coil began in 2000 and took five years. By the end of 2005, the solenoid was ready for testing, and in February 2006, it was cooled to its operating temperature of 4.5 K. Following the insertion of various particle detectors, the MTCC was ready to begin at the end of July.
During these tests, which lasted until the end of August, more than 25 million cosmic events were recorded at a trigger rate of around 200 Hz. It was a big task to provide the trigger, optimize the performance of the various detector systems and ensure the data integrity. Highlights included data transfer to some Tier-1 centres of the LHC Computing Grid and fast off-line running at Fermilab. Now that the maximum field has been reached in this first phase of the MTCC, the next step is to map it with a precision of 1 in 10,000 in the space that will later be filled by the electromagnetic barrel calorimeter and tracking detectors.
• The magnet is a common project to which all 155 institutes of the CMS Collaboration have contributed financially. Major innovative and technical contributions have been made by the French Atomic Energy Commission in Saclay (CEA) for the original concept and general engineering; CERN for the project coordination, all ancillaries, and the magnet yoke and assembly; the Swiss Federal Institute of Technology (ETH Zurich) for the development and production of the compound superconductor and organization of major magnet procurement including the barrel yoke; the US Department of Energy’s Fermi National Accelerator Laboratory near Chicago for the superconducting wire and field mapping; the Italian National Institute of Nuclear Physics (INFN) in Genoa for the design and execution of the winding operation; the Russian Institute for Theoretical and Experimental Physics (ITEP) in Moscow; and the University of Wisconsin for the endcap yoke.
After years of design, construction and commissioning, the two outer detectors – the transition radiation tracker (TRT) and the semiconductor tracker (SCT) – of the inner detector barrel were moved to the ATLAS cavern from the nearby cleanroom at the end of August. The journey was only about 100 m, but it required weeks of planning and a bit of luck concerning the weather. Special measures were in place to minimize shock and vibration during transportation. Accelerometers fitted to the barrel to provide real-time monitoring recorded no values greater than 0.1 g, satisfying the transport specification for this extremely precise and fragile detector. Then, with only a few millimetres of clearance, the detector was inserted into the liquid-argon calorimeter cryostat.
The SCT and TRT are two of the three major parts of the ATLAS inner detector. The innermost layer (pixels) will be installed in 2007. The barrel part of the inner detector containing the two outer subsystems was assembled in February and passed through complete characterization of its performance during tests in spring. An eighth of the TRT and a quarter of the SCT were equipped with complete readout chains, and during testing particular attention was paid to ensuring that the SCT did not generate noise in the TRT and vice versa. The results were a triumph for the designers – mechanical engineers, electronics engineers and physicists. The two detectors, which are completely independent, can operate at thresholds close to that defined by thermal noise.
The last large component of the Large Hadron Collider beauty (LHCb) experiment has descended into the cavern on the LHC ring, and the delicate installation of the important beryllium vacuum chambers has begun. LHCb will focus on the precision measurement of CP violation and rare decays of hadrons with b quarks, with a spectrometer covering only one side of the collisions in the LHC. Beryllium was chosen for 12 m of the 19 m long beampipe to minimize the level of background in the experiment.
The 10 tonne, 18 m long metal structure known as the bridge, which will support the LHCb tracking system, was lowered into the cavern in June. This was a challenge as there were only a few centimetres to spare as the structure was turned and moved into its final position. The bridge is made of stainless steel, which was chosen to avoid creating interference in the experiment as it is only slightly magnetic. It has rails onto which will slide the three stations of the silicon inner tracker and the three stations of the outer tracker consisting of straw-tube detectors.
More recently, at the end of August, the first beryllium section of LHCb’s beam vacuum chamber was installed. The three-day operation demanded patience and precision as the first of four sections of the beampipe was connected to the vacuum vessel of the vertex locator (VeLo). This first section comprises a conical tube of 1 mm thick beryllium, nearly 2 m long, and an 800 mm diameter spherical window made from 2 mm thick aluminium alloy. The window is connected to the conical part of the beampipe through an aluminium alloy bellow, which allows mechanical alignment once the assembly is installed.
For installation, the beampipe was placed on a frame that slides over rails to move it gently into position. A wakefield suppressor was then inserted and connected electrically, and finally the spherical window was connected to the VeLo vessel using a metal seal. After installation was completed, the system was pumped down and a leak test conducted. The aim is to reach an average pressure of 10–9 millibar with the beam passing through the beampipe.
In mid-July, the ALICE Collaboration reached important milestones with the installation of the trigger and tracking chambers of the muon spectrometer. They are the first detectors to be installed in their final position in the ALICE cavern of the Large Hadron Collider.
The role of the trigger detector is to select events containing a muon pair coming, for instance, from the decay of J/Ψ or Υ resonances. All of the eight half-planes of the resistive plate chambers (RPCs) are now in position behind the muon filter. The company General Tecnica fabricated the internal parts of the RPCs, which are made of bakelite, and groups from INFN Torino and Alessandria are constructing the readout chambers The IN2P3 laboratory in Clermont-Ferrand has developed the front-end electronics and Subatech Nantes has produced the readout electronics.
At the same time, workers at ALICE have installed the first half-station of the tracking system a few metres before the muon wall. The main task of this system is to sample the trajectory of muons with a resolution better than 100 µm. It is composed of cathode-pad/strip chambers, among the first of their kind, made from composite material. Extremely thin but still very rigid, the composite material helps to minimize the scattering of the muons. INFN Cagliari, the Petersburg Nuclear Physics Institute in Gatchina, Subatech Nantes and CEA Saclay constructed the big chambers, while the Institut de Physique Nucléaire at Orsay, and the Saha Laboratory in Kolkata, India, made the smaller ones.
Using the Free-electron LASer in Hamburg (FLASH), DESY has established a new world record, generating pulses of laser light at wavelengths between 13.5 and 13.8 nm with an average power of 10 mW and energies of up to 170 µJ per pulse, all at repetition rates of 150 times a second. The pulses have a duration of only around 10 fs, so the peak power per pulse can reach 10 GW, greater than is currently available at the biggest plasma X-ray laser facilities. In addition, a specific part of the radiation at 2.7 nm – the fifth harmonic – enables FLASH to reach deep into the “water window”, a wavelength range that is crucially important for the investigation of biological samples. The range around 13.5 nm is also important because laser radiation of this wavelength is required by the semiconductor industry to produce the next generation of microprocessors using extreme ultraviolet lithography.
FLASH is currently the only laser facility that can deliver ultra-short high-power X-ray laser pulses with a very high repetition rate. It currently generates laser radiation with fundamental wavelengths between 13.1 and 40 nm. Future development will see the repetition rate reach the multi-kilohertz range and the average power increase to more than 100 mW. FLASH also produced coherent radiation at the third and fifth harmonics of the 13.7 nm fundamental wavelength, that is, at around 4.6 and 2.7 nm with a pulse duration of less than 10 fs. The corresponding energies approach 1 µJ and 10 nJ per pulse for the third and fifth harmonics, respectively.
In 2007, the facility will be upgraded to allow it to generate radiation with a fundamental wavelength that is continuously tunable between 6 and 60 nm. At the higher harmonics, FLASH will thus provide ultra-short laser pulses with microjoule energies for which the wavelengths will be tunable within and across the edges of the water window. This will create unprecedented opportunities for high-resolution in vitro 2D and 3D imaging and spectroscopy of biological systems.
The record performance was achieved by the DESY FLASH team in collaboration with international partners, the characterization of the photon beams being performed in collaboration with researchers from the Laboratoire d’interaction du rayonnement X avec la matière (CNRS/Université Paris-Sud), the International Research Centre in Experimental Physics at Queen’s University Belfast, and the National Centre for Plasma Science and Technology, Dublin City University.
Nearly three years ago we celebrated the lift-off of the industrial production of the superconducting dipole magnets for CERN’s Large Hadron Collider (LHC), marked by the delivery of the first octant on 3 December 2003 (see CERN Courier January/February 2004 p30). It had taken about 10 years of R&D, models and prototyping to launch the first large call for tender, and a further five years of model refinement, industrialization and pre-series construction (the first 90 dipoles) to surpass a production rate of 10 dipoles a month in summer 2003. In contrast, it took only three years at the maximum rate to produce the remaining 90% of the dipoles. Indeed, since December 2005, the production has begun to slow and will finish well before the end of 2006, in perfect time for installation in the LHC ring.
Only four years ago success was far from certain. The preparation time for the largest and most complex hi-tech production ever tried in particle physics had been so long that scepticism was palpable. Moreover, the scheme devised by the LHC management – that CERN would supply the magnet manufacturers with all of the main components – seemed to many to be doomed to fail. One component or another would cause delays and/or technical problems, which would be charged to CERN. Now this story looks set to have a happy ending, and we should know for sure by November 2006.
The route to success
There have been five key ingredients for this success. First, we ensured adequate preparation and training of the companies during the industrialization phase. This was set up through pilot orders and technology transfer in the CERN Magnet Assembly Facility in Building 181, where about 25 dipole “cold masses” went through the final stages of assembly. It was preceded by a fairly long period of careful preparation and prototyping.
This first stage allowed detailed technical specifications to be produced. The dipoles were “build to print” and “build to process”, with only minor degrees of freedom left to the companies in certain areas, notably in the coil winding and pole assembly. This reflected a change in strategy from the start of the project, when CERN management was inclined to buy an almost turnkey product, where the supplier takes responsibility for how production is implemented. In the end, CERN retained a kind of intellectual property in the dipole project.
A third important point was that CERN procured all the main components for the magnet assembly (see figure 1 and “The incredible supply chain”). This put an additional burden on CERN’s shoulders, involving managing and taking responsibility for the interfaces; liability for delays, such that the famous just-in-time curves of the LHC “dashboard” might have been (and almost were in a few cases) a nightmare; additional workloads that were difficult to cope with; and transport, storage and logistics: we moved 120,000 tonnes of material around Europe, with five international road transport operations a day for more than four years.
Despite these difficulties, this procurement policy has proved to be to CERN’s advantage, and has probably been the cornerstone of our success. It meant that technical homogeneity was assured with contracts issued by one client. Quality assurance (QA) was guaranteed, with follow-up by the final client, that is, by the body most interested in the final product and the only one qualified to balance quality against realism as dictated by the schedule. The procurement policy also enabled economy of scale, through large contracts and the possibility of placing them ahead of the magnet-assembly contracts, which was critical for items requiring long lead times and technical uniformity, such as the superconducting cables and the low-carbon steel for the yoke. In addition, the procurement by CERN of many of the components has helped a balanced industrial return, a goal set by the CERN Council that has been met thanks to the Purchasing Service.
A fourth ingredient for success has been the continuous supervision by a team of CERN physicists, engineers and technicians, reinforced by external professional QA inspectors, who have been resident on the manufacturing sites. Many people in CERN’s Accelerator Technology (AT) department, as well as in the Accelerator Beams (AB) and Technical Support (TS) departments, have played key roles in measurement, analysis and validation of the work undertaken by industry.
Lastly, most of the major tooling for construction and monitoring was supplied under CERN’s responsibility. This allowed tooling development and procurement to carry on in parallel with development of the optimal assembly procedure for the dipoles. This constituted a risk, especially in the case of the big welding presses. However, this strategy, devised as early as 1998, allowed us to gain at least two years, allowing the LHC schedule to be met.
Industrial organization
CERN awarded the contract for manufacturing the LHC dipole magnets – or more precisely, what we call the cold masses, before they are installed in their cryostats at CERN and completed with other items, such as the beam screen – to three firms or consortia. These suppliers were the French Alstom MSA–Jeumont Areva consortium, the Italian company AS-G (previously Ansaldo Superconduttori Genova) and the German firm Babcock Noell (previously BNN). The tender process was difficult and lasted about three years (1999–
2001). Eventually, the companies agreed to lower substantially the tendered price, with no compromise on the technical quality. In exchange CERN had to take most of the risk and responsibility, except for manufacturing errors. The price reduction meant that there was no margin for big errors or for delays, which inevitably incur extra costs.
The three suppliers structured the work-flow, the production process and the logistics in different ways. These all worked well and led to no major difference in production flow.
The French consortium has taken care of cable insulation, coil fabrication and pole assembly on one site, Jeumont Areva, the pride of the French nuclear industry near the Belgian border. The poles are then shipped about 500 km south to Belfort in the historical Alstom factory where the French TGV high-speed train was born. Here, where Alstom also successfully produced about 40% of the precious LHC cable, the poles are put together in dipole assemblies and collared. The collared coils then have to pass critical tests based on HV electric integrity and magnetic measurements. The assembly of the cold mass is eventually completed on the same site with yoking, welding of the shells and curvature formation, corrector magnet mounting, finishing of the extremities with electrical connections among coils and bus bars, closure with the endcap, “collarette” and various flange welding, and final assessment of the curvature and geometry at the extremities. Once the final vacuum test has been passed, the cold mass is transported by special lorries – developed by TCT, winner of the 2002 “truck of the year” in France – along the 250 km route to CERN.
With the Italian company Ansaldo Superconduttori, cable insulation is done by a subcontractor, and then everything else is produced on site at Genoa. This is where the huge superconducting coils of the barrel toroid magnet for the ATLAS detector and the giant solenoid for the CMS detector were also manufactured. For the LHC cold masses, every step takes place from coil winding to the last geometrical laser track control, before the cold mass is shipped to CERN, about 400 km away. In total half of the magnetic energy that will be stored in the LHC tunnel and in the detectors will come from magnets constructed in Genoa.
The German company Babcock Noell split production between two sites. The first stage, up to the production of the collared coil and magnetic measurements, took place in Würzburg, near the headquarters, while the cold-mass assembly was done some 300 km east in Zeitz, near Leipzig, in a renovated building previously used for tank repair and maintenance for the Soviet Union army in the former East Germany. The finished cold masses travel 1000 km across Germany and part of France to CERN.
Industrial production
It is interesting to analyse the industrial approach to managing the production, in particular as applied by Babcock Noell, which had already finished its supply of cold masses in November 2005. This company, in principle less experienced than the other two suppliers in such production techniques, first conducted a careful study, in collaboration with the University of Hanover, to evaluate the whole sequence of operations that are necessary to manufacture a dipole cold mass. The study indicated the number of assembly lines and people needed for each operation (or post) on the base of two shifts, five days a week, as a function of production rate. This work allowed the sensitivity of each working post to be assessed with respect to tooling failure or the necessity to ramp up beyond the nominal rate to recover from a stoppage. Not surprisingly, it singled out the winding stage as the ultimate bottleneck in the overall production.
Taking advantage of the fact that in Germany workers can be hired for projects for up to five years, while avoiding high social payments on laying off after the project, Babcock Noell also decided to take on about 30–40% more employees than the other two firms, which allowed them to carry out the production less time than the other suppliers. The company has consistently delivered 3.5–4 dipoles a week, while a rate of 3–3.3 would have been enough to meet the contractual obligation. In this way the firm lowered its general expenses and used tooling and manpower more intensively. From CERN’s point of view this helped to compensate for a general delay in the pre-series production. However, we could not have sustained such an advanced schedule from all three producers; we would have become short of components, with the serious risk of having to pay extra costs for work stoppages: in 2005, at the maximum production rate, we had more than 400 people working at the three suppliers.
Figure 2 shows the “learning” curves for the production at Babcock Noell. It is remarkable how close to the forecast the actual production rate was. The small margin gained with respect to the target was used to correct inevitable errors and mistakes that were generated by manufacturing or by faulty components. Figure 2a highlights the most critical part, the coil winding and curing for the pre-series of 30 magnets; the singularities are clearly shown, while they are hardly visible in the global production plot in figure 2b. Reaching the goal is satisfying for the companies and also for CERN. It confirms that such a technically complex object can be made ready for industrial production.
Figure 3 shows the learning curves of another producer, Jeumont, in coil winding, curing and assembly. In this case the company continues learning and at each injection of new personnel there is a “need” for learning. For all three suppliers, although to different degrees, the earliest part of the production process proved to be the most critical and more subject to mistakes and unexpected events.
CERN has also carried out a study to compare the dipole production with other projects in terms of industrial learning curves. Based on well known industrial production theory, the data can be fitted with certain models (typically based on power curves) and used to determine the learning percentage, as in figure 4 for the dipole production. Compared with other production processes, the learning percentage for the LHC dipole production lies, not surprisingly, between shipbuilding and aerospace production.
Production and QA
In considering QA, we can take the example of the collared coils and the detection of hidden defects, in which magnetic measurements at the suppliers at room temperature (with a current of only 8 A, that is, at a 5 mT field) played a primary role. CERN provided the tooling and the know-how and, once the pre-series was completed, passed the job of measuring to industry for the series production. Each measurement has been analysed almost online at CERN, with a commitment to giving an answer normally within two hours, exceptionally within a day, if the magnet is good. If an anomaly is detected, a thorough analysis is carried out to establish if the magnet can proceed or if it must be disassembled, a decision that is costly and painful because of the interruption to the tight production cycle.
Figure 5 show the total number of collared coils that have been disassembled versus the magnet fabrication number. At the start of production, as expected, there were a number of rejects. Then after a period of good production, a defective series appeared when production was almost stable. After investigation these defects were traced to small details and procedures that did not have sufficient margin to accommodate small mistakes once the slow and strictly monitored early production gave way to mass production, which also involved huge recruitment and training of new staff. Indeed in the mass production the experienced technicians, trained for years during the prototyping period, became the supervisors of newly trained colleagues; the reality is that in series production the best workers are not active players.
A project like this requires pragmatism to focus on the main objective: producing a magnet of sufficient quality in the given time, rather than continuously improving. As stated in the first external review of superconducting cable and magnet production, instituted in autumn 2001 and composed by a panel of international scientists and engineers, “the best is the enemy of the good”. We made this the guiding star of the whole production process. Following other good advice from the review, a thorough audit of QA was carried out on the manufacturing sites; the very low rate of mistakes in the later production (see figure 5) is also a result of these high-quality audits.
Delivery and performance
It is worth remembering that at the call for tender for the series in 2001 – 386 dipole cold masses for each of the three producers – the bidders offered their minimum price, reduced by more than 20%, with a delivery for November 2006, even if the contract demanded it for June 2006 to provide some contingency. Even then, November 2006 was already considered the latest date to respect the LHC schedule. This goal has not shifted, showing that the project, despite the problems encountered in other areas, has not been delayed significantly since the end of 2001. Babcock Noell has completed production seven months early and the other two suppliers are projected to have delivered the dipoles for the tunnel (1232 in total) by October 2006, in line with the LHC schedule.
The performances of the magnets can be qualified to a good extent by three parameters. The first is quench behaviour, that is, the irreversible loss of the superconducting state. Figure 6 shows the number of quenches that are needed to pass the nominal field of 8.3 T at the second thermal cycle. (The magnets will see at least three thermal cycles before they see particle beams.) The number passing is very encouraging; based on this and on the results for a few weak magnets that were tested three or four times, we anticipate that dipole quenches will take up only around 10–15 days during the hardware commissioning, and a negligible time during beam operation.
Regarding the magnetic field, the most important quantity to monitor is the uniformity of bending strength between dipoles, as all of the magnets in a sector of the LHC will be powered in series. Figure 7 shows the exceptionally satisfactory results for the coils already measured (95% of the whole production). Based on these results, magnets from different manufacturers can be mixed, allowing us to drop a constraint that would have made installation even more difficult than it is today.
A third important check concerns the geometry of the magnets. The dipoles are bent to follow the beam trajectory and minimize coil aperture and cost. Each dipole cold mass has a sagitta of 9 mm over its 15 m length and must be very precise at the extremities, where corrector magnets are positioned. This is not easy on equipment that weighs 30 tonnes, has a laminated construction, and the shape of which is determined by friction and welding shrinkage. It required a great deal of supervision in industry and at CERN (where the cold masses are inserted in their cryostats and many other operations preformed), and good collaboration among different teams in the AT, AB and TS departments. Figure 8 shows the actual positions of the sextupole corrector magnets.
The production of the LHC dipoles involved hundreds of people at CERN and about 1200 people in industry all around Europe and worldwide. It has been a hi-tech achievement that has shown the capacity of high-energy physics and of CERN in particular to achieve large and difficult industrial projects on time.
The ATLAS Collaboration passed a major milestone during the evening of 1 August. The Central Solenoid, in its final position in the ATLAS cavern and with the final equipment, was commissioned up to 8.0 kA without quenches, exceeding its operational current of 7.73 kA for the magnetic field of 2 T. This makes the ATLAS Central Solenoid the first superconducting magnet to be fully commissioned in the underground areas of CERN’s Large Hadron Collider (LHC).
It is 12 years since the team led by Takahiko Kondo and Akira Yamamoto of the KEK laboratory in Japan proposed a thin solenoid magnet for the ATLAS experiment at the LHC. The solenoid provides a magnetic field of 2 T for momentum measurement in the inner detector part of the huge construction. Located inside the electromagnetic calorimeter, it must be thin to present as little material as possible to particles, in particular electrons and photons, produced in the proton collisions at the centre of the detector. The KEK proposal was to use specially hardened aluminium stabilizer for superconducting cables, saving about 30% in material thickness.
The solenoid also shares a common cryostat/vacuum vessel with the barrel liquid-argon (LAr) calorimeter, eliminating the need for two vacuum-vessel walls. This special configuration meant that the solenoid and LAr cryogenics teams had to collaborate perfectly from the beginning of the design stage all the way through to the commissioning that ended at the beginning of August. A highlight during construction was an exchange of final and test inner vacuum cylinders between the two projects in 2000, when the solenoid and the LAr barrel cryostat, which was the responsibility of Brookhaven National Laboratory, were being manufactured on the same Japanese island.
The solenoid commissioning has not only proved that the solenoid magnet built by KEK performs well, but it has demonstrated that all the control, cryogenic, power, vacuum and safety systems worked coherently – a major accomplishment by various CERN teams. In particular, very-high-precision current generation by the digitally-controlled power supplies enables the magnetic field to be reproduced reliably to an accuracy of 10–5. Following the commissioning, the collaboration also mapped the solenoid field.
Only a few days previously, a site-wide electric power failure had struck CERN for several hours, but thanks to well-designed emergency and recovery countermeasures, the solenoid was commissioned. This success with the ATLAS solenoid was a good start for commissioning even larger and more complex systems for the LHC and its experiments in the near future.
Technicians and engineers continue to work day and night carefully installing 20 magnets a week. This is three times faster than originally planned, with four magnets able to be transported underground simultaneously. However, the 65 team members that are responsible for this task face daily challenges owing to the limited space inside the tunnel. Some areas leave only a few centimetres of leeway, requiring a tightly coordinated operation.
Each of the dipoles weighs 34 tonnes and is 15 m long. Once they have been lowered down the specially constructed shaft on the Meyrin site, they begin a slow progression to their final destinations in the LHC tunnel, taking about 10 hours to arrive at Point 6, the furthest point on the LHC ring. Upon arrival, each of the dipoles is aligned and interconnected to the magnets that are already installed.
During the summer, the installation of Sector 7-8 of the LHC, comprising the first continuous chain of magnets and cryostats, along with their cryogenic distribution line, will be completed, in readiness for cool-down and testing before the end of the year.
July saw some major manoeuvres for the CMS detector, as the collaboration prepares to lower it into its final position on the Large Hadron Collider (LHC) at CERN. The two Forward Hadronic Calorimeters (HFs) were transported from CERN’s Meyrin site to the surface assembly hall at LHC Point 5 in Cessy, France, during the first part of the month. Then, on 24 July, the CMS magnet yoke was fully closed and locked for the first time.
Transporting the two HFs, which each weigh about 300 tonnes, involved constructing a 65 m trailer around them, which was simultaneously pushed and pulled by trucks at either end. The main road between St Genis, close to CERN, and Cessy was closed during each operation and the police escorted the trucks during each five-hour long journey.
The HFs will be the first major elements to be lowered into the underground experimental cavern by gantry crane near the middle of September. In the meantime, the 11 large elements (six endcap disks and five barrel wheels mounted with muon chambers) that form the magnet return yoke were closed together for the first time on 24 July, to allow the tests of the giant solenoid to begin (see CERN Courier July/August 2006 p28). During this process all the yoke elements were precisely aligned with respect to the magnetic axis. The closing procedure was initially quite time-consuming, but progress became quicker with about one working day required to close and lock each element. This is close to the design goal of half a day for each element.
On 15 June, at midday Moscow time, the Bajkonur Cosmodrome in Kazakhstan launched a Soyuz-TM2 rocket carrying the Russian satellite Resurs DK-1. This carried the Payload for Antimatter Matter Exploration and Light-nuclei Astrophysics (PAMELA), which will investigate antimatter and dark matter. A week later, the first scientific data were received, and after a series of tests on the satellite and all the on-board instruments, PAMELA entered continuous data-taking mode on 11 July.
PAMELA will stay in space for at least three years, on a 70° elliptic orbit at an altitude of 300–600 km. Its instruments will measure the flux, energy and characteristics of extragalactic, galactic, solar and interplanetary cosmic rays; it will also investigate dark matter and antimatter in cosmic radiation. More specifically, it will measure cosmic-ray antiproton and positron spectra over the largest energy range ever achieved and will search for antinuclei with unprecedented sensitivity. It will also measure the light nuclear component of cosmic rays and explore phenomena connected with solar and terrestrial physics.
The payload, which is 1.3 m high and weighs 470 kg, consists of a magnetic spectrometer comprising a silicon tracker in a 0.48 T field produced by a permanent magnet, together with a time-of-flight system, an electromagnetic silicon tungsten calorimeter, a “shower-tail catcher” scintillator and a neutron detector, all of which are shielded by an anticoincidence system. Transmission of data takes place several times a day (one complete orbit lasts about 90 minutes) through a telemetry system connected to a main ground station in Moscow. Data are then forwarded to the participating institutes through high-speed connections: an average of 10–20 GB a day (both engineering and scientific information) are collected and transmitted when PAMELA is fully operating.
PAMELA is the result of a collaboration between the Italian National Institute of Nuclear Physics and the Russian Space Agency and research institutes, with the contribution of the Italian Space Agency, and participation in particular of the Swedish Space Agency, the Royal Institute of Technology in Stockholm, the German Space Agency and the University of Siegen, as well as institutes in India and the US. PAMELA is also a recognized experiment, RE2B, at CERN. Tests were conducted in beams at CERN and elsewhere on prototypes, as well as on the detectors in the final flight configuration.
To provide the best experiences, we use technologies like cookies to store and/or access device information. Consenting to these technologies will allow us to process data such as browsing behavior or unique IDs on this site. Not consenting or withdrawing consent, may adversely affect certain features and functions.
Functional
Always active
The technical storage or access is strictly necessary for the legitimate purpose of enabling the use of a specific service explicitly requested by the subscriber or user, or for the sole purpose of carrying out the transmission of a communication over an electronic communications network.
Preferences
The technical storage or access is necessary for the legitimate purpose of storing preferences that are not requested by the subscriber or user.
Statistics
The technical storage or access that is used exclusively for statistical purposes.The technical storage or access that is used exclusively for anonymous statistical purposes. Without a subpoena, voluntary compliance on the part of your Internet Service Provider, or additional records from a third party, information stored or retrieved for this purpose alone cannot usually be used to identify you.
Marketing
The technical storage or access is required to create user profiles to send advertising, or to track the user on a website or across several websites for similar marketing purposes.