While the 27 km tunnel for the LEP electron–positron collider at CERN was being prepared for commissioning of the machine the following year, the Courier described non-evaporable getters and other technologies used for its vacuum system.
Particles circulating in a particle accelerator near the speed of light cover enormous distances. In synchrotrons, where beams are only held for a few seconds at the most, the tube containing the particles has to be evacuated down to at least 10–6 mbar. In storage rings, where the particles have to circulate for hours and sometimes days, pressures need to be taken down still further, to about 10–12 mbar, to minimize beam-gas collisions and maximize machine output.
The development of light bulbs and electronic tubes earlier this century provided the first big boost to vacuum technology, and further impetus came in the 1950s where the development of the first big particle accelerators and of space simulation chambers called for industrial participation in both prototype development and actual construction.
In this work, the need for ‘clean’ vacuum free of hydrocarbons pushed the performance of oil and mercury diffusion pumps. Later, the more exacting demands of storage rings led to a swing to turbomolecular and sputter ion pumps. The first major series of turbopumps from Pfeiffer (Germany) was installed in CERN’s PS proton synchrotron and ISR Intersecting Storage Rings, while sputter ion pumps, requiring little maintenance, with no moving parts and with almost infinite lifetime, have become the preferred pump for the high reliability large systems needed for particle physics.
Ion pumps initially had difficulties both at high pressures and in handling chemically inert gases (helium, argon, etc.) but continuous ‘pressure’ from the accelerator sector led to improved performance, such as in the Leybold (Germany) differential diode developed for CERN’s SPS Super Proton Synchrotron and the Varian (Italy) Starcell triode ion pump, developed from the stringent rare gas pumping specifications for the 27 km LEP storage ring at CERN.
Particle accelerators underlined the importance of surface cleanliness in reducing desorption. Pioneering work at the ISR on the famous ‘pressure bump instability’ led to increased understanding of particle-surface interactions, and the curing techniques have benefited other vacuum applications (plasma fusion devices, thin film technology, microelectronics,…).
Experience from particle physics has also stressed the importance of ‘outgassing’ from the myriad of materials in contact with the vacuum system. Now a wide range of materials (stainless steel, ceramics, ferrites, aluminium, alloys, plastics,…) has been specially studied for high vacuum applications, while in situ bakeout at high temperatures is standard practice.
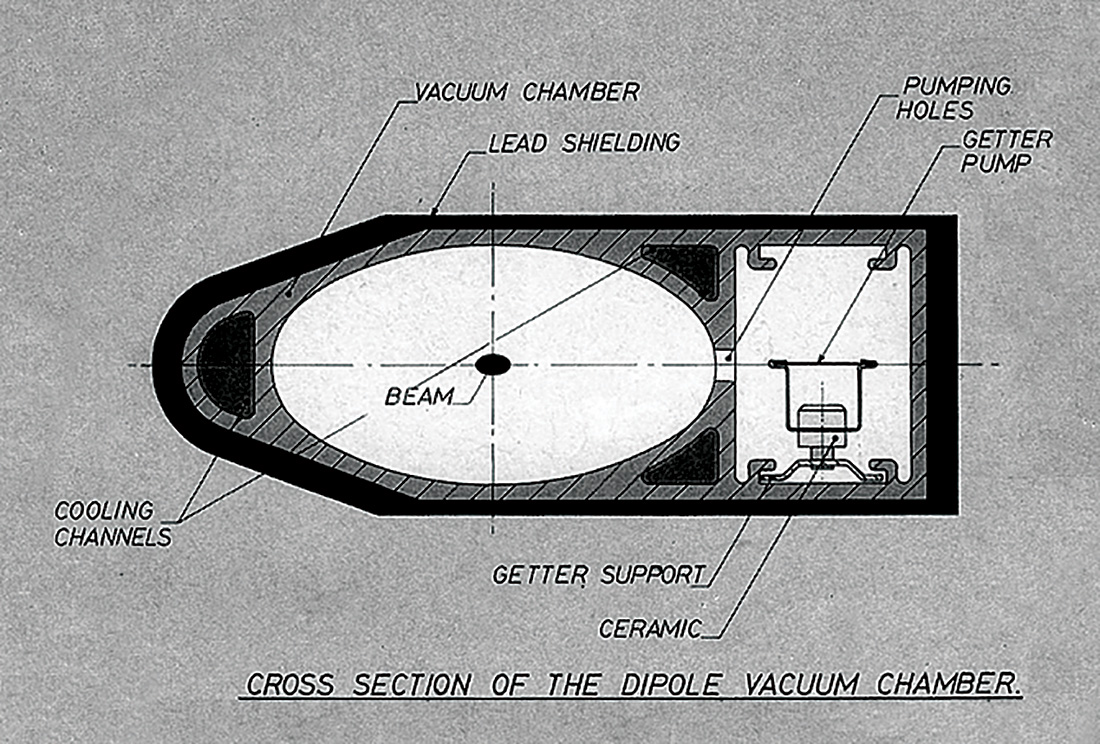
A special problem in accelerators, typically using a narrow but very long vacuum pipe, is that of conductance – ensuring a uniform vacuum with grouped pumping systems. One approach is to reduce the space between pumps, or even have one long continuous pump.
For LEP, a non-evaporable getter (NEG) pump was designed in close collaboration with industry (SAES Getters, Italy). Although getters had been used for 30 years to evacuate lamps and electronic tubes, the 27 km LEP tube provided a new challenge.
Built to handle protons, CERN’s seven kilometre SPS proton synchrotron faced new problems when called on to store antiprotons in CERN’s antiproton project, launched ten years ago. Flashed titanium sublimation getter pumps for the SPS and for the AC and LEAR antiproton rings were designed to meet CERN specifications (Vacuum Generators, UK, and Balzers, Switzerland), and improvements to such sublimators have gone on to be available commercially from industry.
Physics demands for high reliability and efficiency have also brought in their wake much new vacuum hardware (seals, flanges, joints, all-metal valves, etc.).
- This article was adapted from text in CERN Courier vol. 28, November 1988, pp15–17