By early December 2003 CERN had taken delivery of 154 superconducting dipole magnets – enough for the first octant of the LHC. This indicates that industrial production is now both on course and in full swing, as Lucio Rossi describes.
Since autumn 2003 people travelling between CERN’s two main sites in France and Switzerland have begun to notice a number of strange traffic jams, which are increasingly testing the nerves of impatient drivers. Lorries 16 m long with special cradles to transport 30 tonnes of equipment are now routinely entering Point 18 to unload their precious cargo: the main superconducting dipole magnets that will eventually fill more than 20 km of the 27 km ring of the Large Hadron Collider (LHC), and which will operate at fields in the range 8-9 T at 1.9 K. Following an R&D phase of more than 10 years, the ramping up of dipole production, which was long awaited by many and never even believed possible by the sceptics, has definitely begun with a pace that is now more than one magnet per working day. The last week of October 2003 scored the record so far, with eight dipoles being delivered between the Monday and the Friday.
Production overview
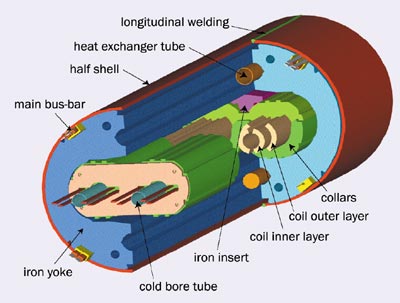
Three companies are charged with the construction of the LHC’s superconducting dipoles: the French consortium Alstom MSA- Jeumont, the Italian firm Ansaldo Superconduttori and the German company Babcock Noell Nuclear. Each has been engaged to provide CERN with one-third of the main dipole “cold masses” (figure 1). CERN is providing all the main components, some of the main construction tools and testing instruments, and the necessary engineering and technical support to make sure that the work done in industry complies with the tight technical specifications.
The process of magnet manufacturing can be split into two main activities: the production of the collared coils and the cold-mass assembly. The collared coils consist of eight coil layers that are wound with NbTi superconductor – the heart of the LHC – together with the collars that contain most of the magnetic forces, the cold-bore tubes where beam circulates and the heaters that protect the coil after a quench (the irreversible transition that brings the conductor to a resistive, normally conducting state). Once assembled, the coils are subject to magnetic measurements and stringent electrical checks.
The magnetic circuit is completed by assembling the flux return iron yoke around the collared coils and enclosing everything in the outer shrinking cylinder, which also serves as a superfluid helium vessel. Operations are then performed on the magnet extremities, including the electrical connections, the assembly of the corrector magnets, the insertion of the heat exchanger tubes that remove heat from the superfluid helium bath, the welding of the end covers that constitute the helium enclosure in the longitudinal direction, and many other welding and finalization operations. Finally, electrical tests, magnetic and curvature measurements, and leak tests are mandatory before the magnet can be dispatched to CERN.

One of the problems with the industrialization of the LHC dipole construction is the long lead time between the decision to implement a change and its validation in a cold test. This was more than two years during the prototype phase and more than one year in the so-called “preseries” phase. The last major design change was the choice of austenitic steel for the collars, in 1999, but further improvements such as the final design of the end spacers came as late as 2001. So the strategy for reaching a reasonable price both for CERN and the companies was to sign first contracts in 2000 for 3 x 30 preseries dipoles, with a tender for the series production in 2001. The tender process ended in spring 2002 with the signing of three contracts for the series production of 3 x 386 dipoles. Together with the preseries magnets, this makes a total of 1248 magnets, of which 1232 are destined for the tunnel, to be delivered by summer 2006. By summer 2001 only a few magnets had actually been built, and companies were not at all comfortable quoting for the series. However, through a collaborative negotiation, CERN and the companies arrived at a reasonable solution, although the figures for the various operations were at the time more of an educated guess than a proven reality.
Now the preseries production is over and all three companies are well inside the series contract, so it is interesting to review where we are in terms of the industrialization of the process. Figure 2a shows the time needed for one company to complete a collared coil, compared with the so-called learning curve predicted at the time of the tender. On average, the process follows the prediction remarkably well. This is a sign that the process is well under control, which is of paramount importance for two reasons. First the collared coil is the heart of the magnet. Quench performance and field quality depend mainly on this part of the assembly. This point is made even more important by the time lag between collared-coil construction and the cold test (which is on average 10 months at present). Second the collared coils represent about 60% of the assembly cost and more than 70% of the total value of a dipole (mainly because of the superconducting cable cost).
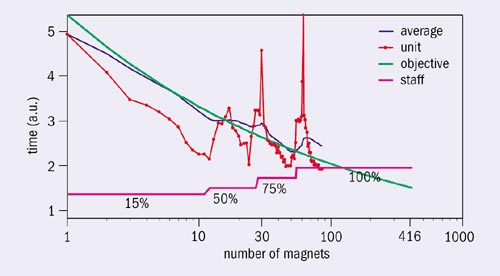
The good performance shown in figure 2a, and the impressive stock of coils now at the suppliers (see figure 2b), is the fruit of a long R&D process in which the collared coils were always manufactured by industry. The continuity of the work on this part of the magnet system made this quick ramping up of production possible, while maintaining good quality – a marriage that is not at all automatic. The effect of training new people for the increased production is quickly absorbed, as shown in figure 3, where the construction time of one pole for one manufacturer is indicated. Coil quality shows some correlation with the recruitment of new staff and with the introduction of new tooling.
Welding and curvature
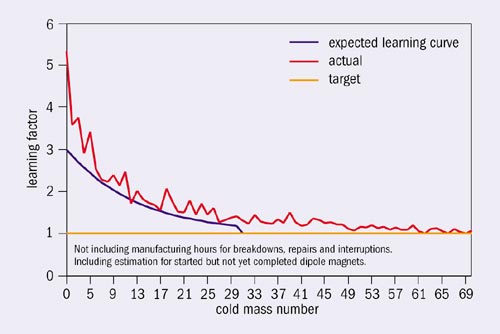
Figure 4 shows the graph comparable to figure 2a but for cold-mass assembly. Here the situation is not as advanced as for the collared coils, although the target has almost been reached. The cold-mass assembly was in fact undertaken at CERN in the Magnet Assembly Facility (building 181) until the end of 2001, and was transferred to industry only in 2002. Needless to say, transferring the appropriate technology took more time and effort than planned, with two points in particular impeding a smooth progression to the manufacturing process. The first concerned the longitudinal welding of the half shells around the yoke (see figure 1). This welding is done under a large press where the magnet is bent and so curves slightly downwards, i.e. it is rotated by 90° with respect to the final position in the tunnel. Secondly, the extremities of the magnets are very demanding and must be accurately positioned to allow fast and safe interconnections to be made by an automated procedure in the tunnel. This means that the curvature of the magnet has to stay within tight tolerances.
The longitudinal welding of the 10 mm thick half shells is carried out in four passes, the first being done with Surface Tension Transfer (STT) technology (see “Welding and curving the half shells” box). This rather new process invented by Lincoln Electric is a world first for this type of welding. While the process was selected using a prototype machine in the Magnet Assembly Facility at CERN, it could only be set up on the actual presses in 2002. A CERN task-force worked intensively on this problem with the dipole manufacturers and welding experts, and now the time for longitudinal welding has been significantly reduced. One company has shown itself to be capable of routinely welding 4.5 magnets a week; to remain within the LHC delivery plan the required weekly peak rate is three to four. This progress has also been made possible by the improvement in welding quality: the number of welding repairs went down by an order of magnitude after May 2003. While improvements still remain to be made in some areas, we think that the solution adopted is finally paying off.

The curvature of the magnets has an important effect on the quality of the beam deflection, due to the small aperture of the magnets. The size of the coil bores of 56 mm is much less than in any other project. Furthermore, we need to position the corrector magnets attached to the magnet ends within a very tight tolerance of ±0.3 mm. However, a study carried out on magnet alignment has slightly revised the end tolerances and established that about one-third of the magnets can have a tolerance in the body larger than was first thought. So the only open problem left is the accurate control of the position of the correctors, an issue for which several different solutions are under investigation.
The measurement of the geometry inside the 16 m long, 53 mm diameter cold-bore tubes has involved a special laser tracker developed by Leica in Switzerland, with the use at CERN contributing to its “debugging”. Both tubes are measured on each side four times during the construction of the magnet. At the time of the tender the duration of this operation had a large margin of uncertainty and initially the long time needed was an area of concern, both for the possible extra cost and timing of the project. Today the situation is much better and is steadily improving towards the objective.
Quality control and delivery

The LHC dipoles are built following a strict quality-control based on an inspection and test plan containing 25 control points. In particular the magnetic measurements serve two different functions, with separate thresholds and modality of intervention. First the magnetic tests must steer the production of the magnets so that the bending strength and harmonics of the magnetic field remain inside the tough control limits imposed by the beam dynamics. The 10 month delay between construction of a collared coil and the low-temperature testing of the cold mass means that measurements must be made at ambient temperature in industry. This required fine tuning of the collared-coil cross-section during production, with two different interventions, to optimize the field harmonics.
The magnetic tests must also intercept assembly or component faults. While the warm tests cannot reveal all the faults – for example deficits in the critical current of the superconducting cable – so far three magnets have been disassembled based on field analysis and the predicted defect found (figure 5). The monetary value saved is already more than the whole investment in the warm magnetic measurements for the production so far. For this reason the magnetic measurements of the collared coils is a holding point, i.e. manufacturers can proceed with assembly only upon CERN’s explicit approval.
The performance in terms of the maximum field reached without a quench is good. More than half the magnets perform better than required, i.e. they are suitable for operation even at 9 T without needing systematic “re-training” in the tunnel. The other magnets do not have any problems in reaching the nominal field of 8.3 T without quenching, and only six magnets out of the 85 tested so far have lower performance (i.e. they may require training to reach nominal field). This is a mere 8%, which we hope to bring down to the target of 2% in the series production.

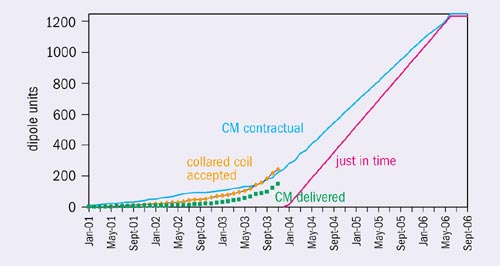
The delivery plan for the LHC dipoles depends critically on the timely delivery of the CERN-supplied components, beginning with the 1200 tonnes of superconducting cable at the heart of the accelerator. Figure 6 compares the delivery according to the contract (March 2002) with the actual results for approved collared coils and cold-mass delivery. Meeting the schedule is certainly a very difficult task, which can be jeopardized by many factors (first cables, and also collars, laminations and half shells are on the critical path). However, the changes in delivery slope last spring for collared coils and after summer for cold masses, show that magnets are really arriving at CERN, with the first octant having been delivered by 3 December 2003. Figure 7 shows the stock of cold masses that are almost ready at one of the manufacturers, blocked only by a temporary bottle-neck in transport. We had all better be prepared!
Further reading
The progress on the components and magnets of all types for the LHC can be found on the “LHC dashboard” at http://lhc-new-homepage.web.cern.ch/lhc-new-homepage/DashBoard/index.asp.