An important milestone has been passed in the manufacture of the magnets for CERN’s Large Hadron Collider (LHC). By the end of August 2003, 154 dipole coils – representing a whole octant of the LHC – had been produced, “collared” and approved. This shows that large-scale production of the dipoles is now under way.
The manufacture of the coils, which contain the superconducting cable to provide the all-important 8.33 T magnetic field for the LHC, represents 60% of the magnet production work. The niobium-titanium coils create the magnetic fields to guide the two counter-rotating proton beams in separate magnetic channels, but within the same physical structure. The coils are surrounded by non-magnetic “collars” of austenitic steel, a material that combines the required properties of good thermal contraction and magnetic permeability. The collars hold the coils in place against the strong magnetic forces that arise when the coils are at full field – the force loading 1 m of dipole is about 400 tonnes.

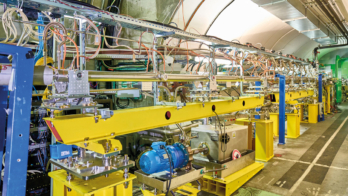
In the next stage of the process, each collared coil is installed in a magnetic yoke and a cryogenic vessel, ready for cooling to 1.9 K. This overall assembly is known as the “cold mass”. The cold masses are then transported to CERN, inserted into their blue cylindrical cryostats, and tested. By the end of 2003 a whole octant of completed cold masses should have arrived at CERN.
The task of building the coils and assembling them into cold masses has been assigned to three firms or consortia – Alstom-Jeumont (France), Ansaldo (Italy) and Noell (Germany). Each of these three suppliers received an order for 30 pre-series magnets and a subsequent one for 386 series magnets. With the pre-series phase coming to an end – 85 cold masses have already been delivered to CERN – the three firms are now embarking on large-scale series production. To meet the schedule, each firm will have to produce three cold masses a week from the end of spring 2004 onwards.
For cold-mass assembly the firms will have to overcome two major difficulties: preserving the magnet geometry and welding the so-called shrinking cylinders, which contain the cold mass. The first challenge stems from the fact that the magnets must be slightly curved to follow the circular path of the LHC ring. Over the total 15 m length of each magnet, the sagitta (difference from a straight line between the ends and the centre) must be 9 mm, to a precision of just 1 mm. The welding of the two half-cylinders that make up a shrinking cylinder relies on a special technique developed at CERN and transferred to industry. To ensure that production is properly monitored and to help the three firms step up their production rates, 15 engineers and technicians from CERN are spending 50% of their work time at the premises of the three suppliers.